Inhaltsübersicht
Umschalten auf1. Produktanalyse
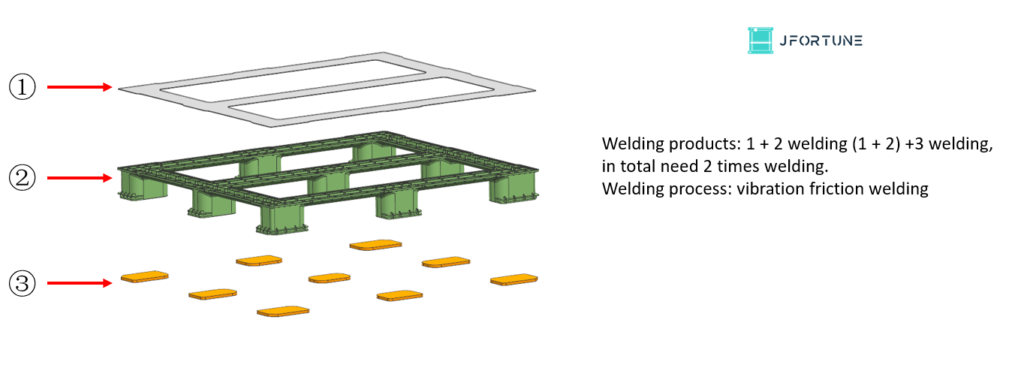
2. Analyse der wichtigsten Probleme beim Produktschweißen
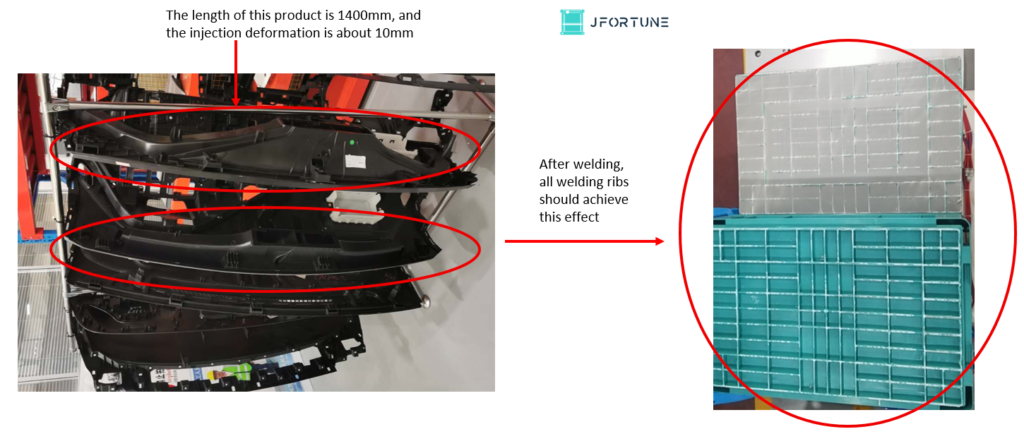
1) Es gibt eine große Verformung der Paletten, ob es die Schweißtiefe ungleichmäßig beeinflussen wird.
Schwingungsreibung ist, dass zwei Produkte fest gepresst werden, wenn der untere Tisch nach oben läuft, und der obere Vibrationskopf das obere Produkt dazu bringt, nach links und rechts zu vibrieren, und die Kontaktflächen der beiden Produkte durch Hitze verschweißt werden. (Die Presskraft der beiden Produkte beträgt 20KN. Durch die Presskraft wird die Verformung der Produkte vor dem Schweißen korrigiert. Die Einspritzverformung des Produkts hat keinen Einfluss auf die Schweißqualität der Produkte.
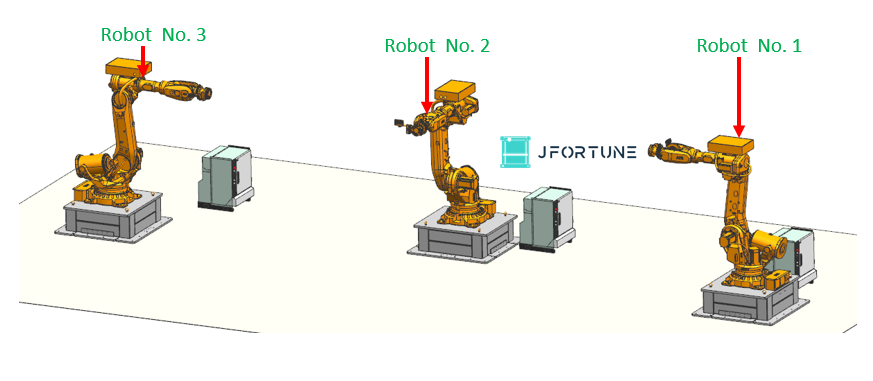
3. Einführung der Automatisierungslösung
1). Aufstellungsplan der Anlagen: a) Sicherheitsschutz und Isolierung an der Außenseite der Montagelinie b). Bereich der manuellen Beschickung
c). Roboter laden und entladen Teile d). Roboter Nr. 2 mit Zwischendock-Drehtisch (Winkel 180 Grad) e). Vibrationsschweißmaschine
f). Geschweißte Paletten Abstellfläche
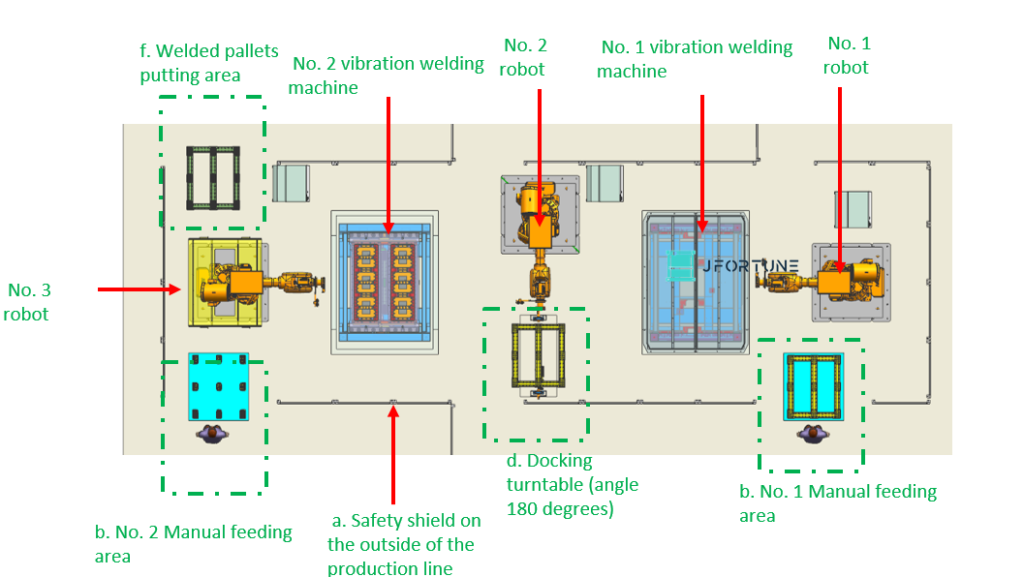
4. Manueller Fütterungsbereich
Zuführbereich Nr. 1: Legen Sie die kombinierten Paletten von Nr. 1 und Nr. 2 auf den Zuführbereich. Ein Positionierungsmodul wird auf
den Bereich, um das Produkt genau zu positionieren, und elektrische Signalsensoren, um die Fütterungssituation des Produkts zu erkennen.
Fütterungsbereich Nr. 2: Legen Sie die Paletten von Nr. ③ auf den Fütterungsbereich.
Ein Positionierungsmodul wird auf der Fläche entwickelt, um das Produkt genau zu positionieren und elektrische Signalsensoren zu erkennen
die Entladesituation des Produkts.
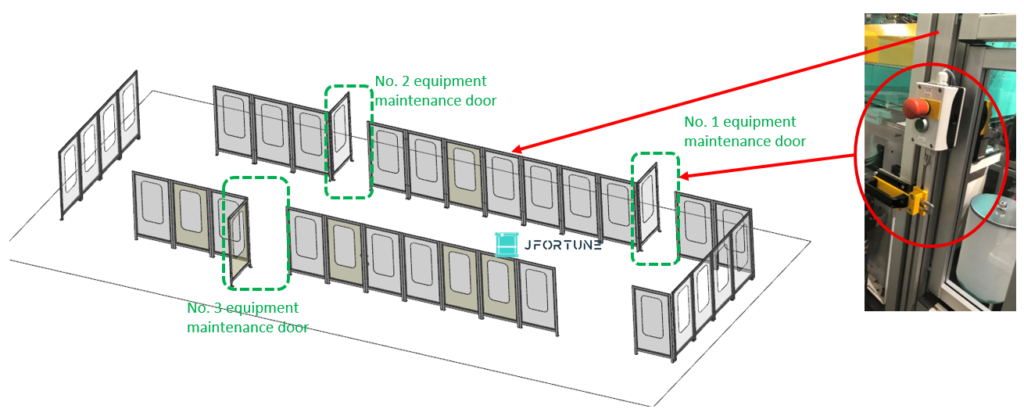
5. Beschreibung des Sicherheitsschutzes und der Isolierung außerhalb der Produktionslinie.
- Funktion der isolierenden Schutzabdeckung: Trennen Sie das Personal während des Betriebs des Geräts vom Betriebsmittel, um Verletzungen durch die mechanische Bedienung zu vermeiden.
- Standard für die Sicherheit: Die Sicherheitsabnahme erfolgt gemäß den CE-Normen.
- Produktionsmethode: Verwendung von Profilen aus einer Aluminiumlegierung mit transparentem organischem Glas.
- Wartungstür: Die Wartungstür ist mit einem Türschloss und einem Sicherheitsschalter zum Öffnen der Tür ausgestattet (das Gerät kann nicht laufen, wenn die Tür geöffnet ist).
6. Be- und Entladen durch Roboter
Roboter Nr. 1: ① + ② Paletten werden geladen und zur Vibrationsschweißmaschine Nr. 1 geschickt. (Ausgestattet mit einer Reihe von Kunststoffhalterungen)
Roboter Nr. 2: Entladen Sie die Palette ① + ②, die von der Maschine Nr. 1 geschweißt wurde und legen Sie sie in den Andockdrehtisch.
Spannen Sie die Paletten ① + ② auf den Andockdrehtisch und schicken Sie sie zur Maschine Nr. 2. (Ausgestattet mit einem Satz Kunststoffvorrichtungen, verwenden die Paletten der A- und B-Seite die gleichen Vorrichtungen).
Roboter Nr. 3: Spannen Sie die Palette Nr. ③ und senden Sie sie an die Maschine Nr. 2, und legen Sie die geschweißte Palette auf den geschweißten Paletteneinlegebereich. (Ausgestattet mit einer Reihe von Kunststoffvorrichtungen)
7. Beschreibung des automatisierten Schweißprozesses

- A. ① + ② Paletten werden manuell in den manuellen Zuführungsbereich Nr. 1 gelegt (Bestätigung durch manuelle Taste + Bestätigung durch Sensorerkennung)
- Roboter Nr. 1 klemmt die Palette ① + ② vom Zuführbereich weg.
- Roboter Nr. 1 legt ① + ② Paletten in das untere Schweißwerkzeug der Vibrationsmaschine Nr. 1, der Roboter fährt aus der Anlage, die vordere schalldichte Tür der Maschine Nr. 1 wird geschlossen und das Produkt beginnt zu schweißen.
- Nach Abschluss der Schweißarbeiten wird die schalldichte Tür auf der Rückseite der Maschine Nr. 1 geöffnet, und der Roboter Nr. 2 entnimmt die geschweißte Palette ① + ② aus der Maschine Nr. 1.
- Roboter Nr. 2 legte die Palette ① + ② auf den Drehtisch, Roboter Nr. 2 wurde entfernt, und der Drehtisch drehte sich um 180 Grad.
F.Nr. 2 Roboter klemmt die ① + ② Palette vom Drehtisch.
- Roboter Nr. 2 schickt die Palette ① + ② in die Vibrationsmaschine Nr. 2, der Roboter fährt heraus und die vordere schalldichte Tür der Maschine Nr. 2 wird geschlossen. Der Roboter Nr. 4 spannt die ③-Palette auf das untere Schweißwerkzeug der Maschine Nr. 2. Die hintere Schallschutztür der Maschine Nr. 2 wird geschlossen, und das Produkt beginnt zu schweißen.
- Roboter Nr. 3 entnimmt die Produkte nach dem Schweißen ① + ② + ③.
- Roboter Nr. 3 legt die geschweißten Produkte von ① + ② + ③ auf die geschweißten Paletten auf.