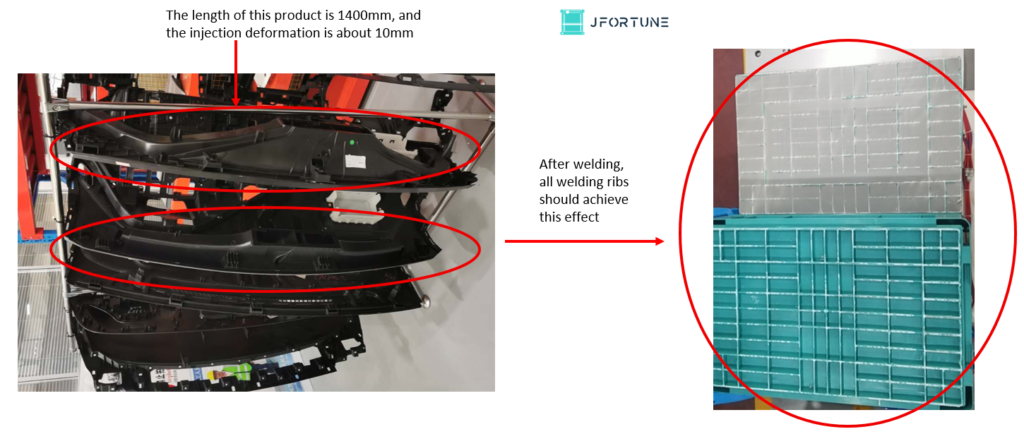
1) 용접 깊이에 일관성 없이 영향을 미치는지 여부에 관계없이 팔레트의 큰 변형이 있습니다.
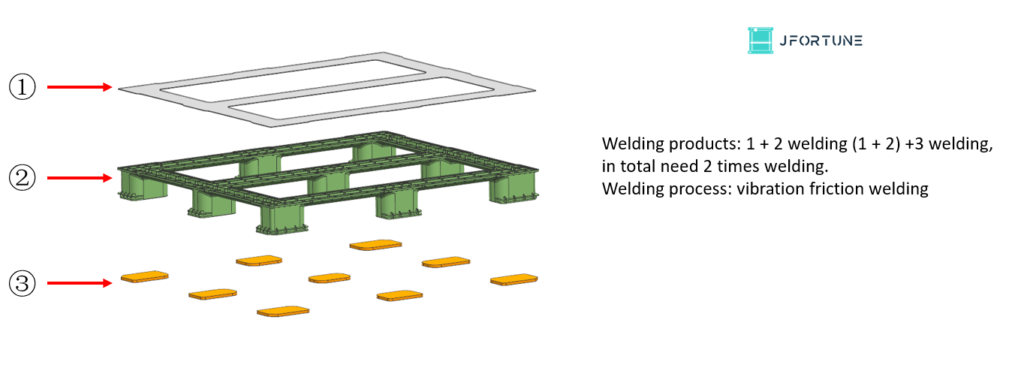
진동 마찰 하부 테이블이 위쪽으로 움직일 때 두 제품을 단단히 누르고 상부 진동 헤드가 상부 제품을 좌우로 진동시켜 두 제품의 접촉면을 열로 용접하는 것입니다. (두 제품의 누르는 힘은 20KN입니다). 누르는 힘은 용접이 시작되기 전에 제품의 변형을 교정합니다. 제품의 사출 변형은 제품의 용접 품질에 영향을 미치지 않습니다.
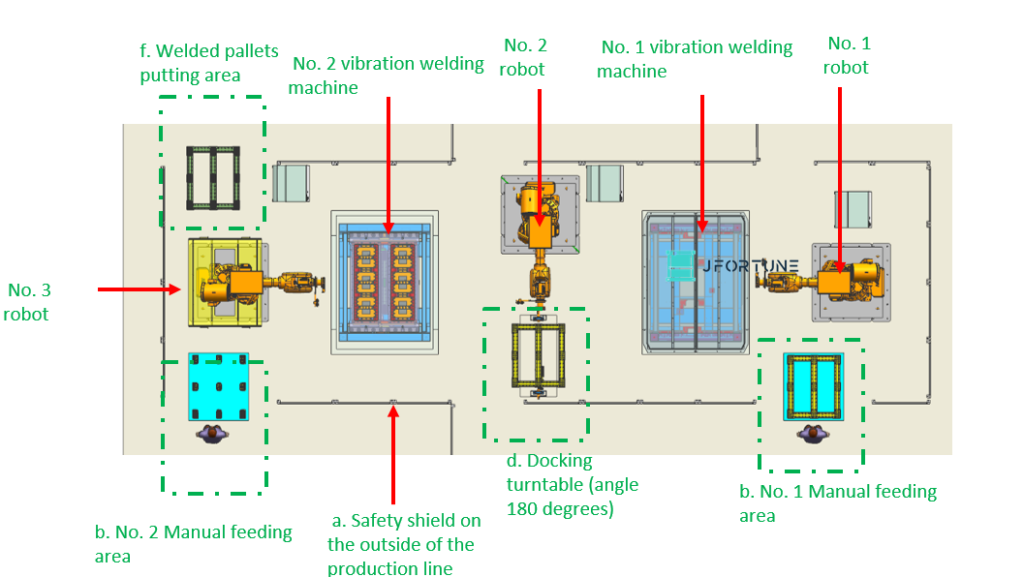
3. 자동화 솔루션 소개
1). 장비 배치 계획: a). 조립 라인 외부의 안전 보호 및 격리 b). 수동 공급 영역
c). 로봇의 부품 적재 및 하역 d). 중간 도킹 턴테이블(각도 180도)이 장착된 2번 로봇 e). 진동 용접기
f). 용접된 팔레트 적재 영역
4. 수동 수유 영역
1번 공급 영역: 1번과 2번 팔레트를 결합한 팔레트를 공급 영역에 놓습니다. 포지셔닝 모듈은 다음과 같이 설계됩니다.
제품의 정확한 위치를 파악하는 영역과 제품의 수유 상황을 감지하는 전기 신호 센서가 있습니다.
2번 급식 영역: ③번의 팔레트를 급식 영역에 놓습니다.
제품을 정확하게 배치하기 위해 해당 영역에 포지셔닝 모듈을 설계하고 전기 신호 센서를 사용하여 다음을 감지합니다.
제품의 언로드 상황을 확인합니다.
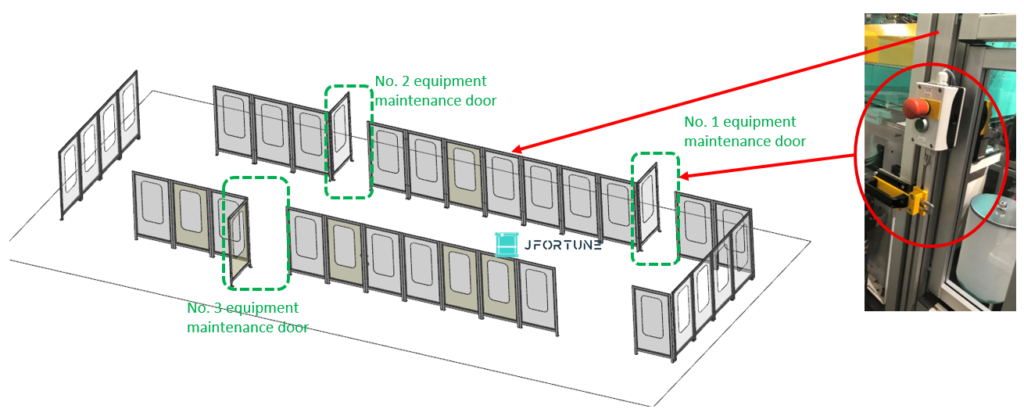
5. 생산 라인 외부의 안전 보호 및 격리에 대한 설명.
격리 보호 커버 기능: 기계 작동으로 인한 부상을 방지하기 위해 장비 작동 중에 작동 장비와 작업자를 분리합니다.
안전 보호 표준: 안전 승인은 CE 표준에 따라 수행됩니다.
생산 방법: 투명 유기 유리와 알루미늄 합금 프로파일을 사용합니다.
유지보수 도어: 유지보수 도어 디자인 도어 잠금 장치 및 도어 개방 안전 스위치(도어가 열리면 장비가 작동하지 않음)
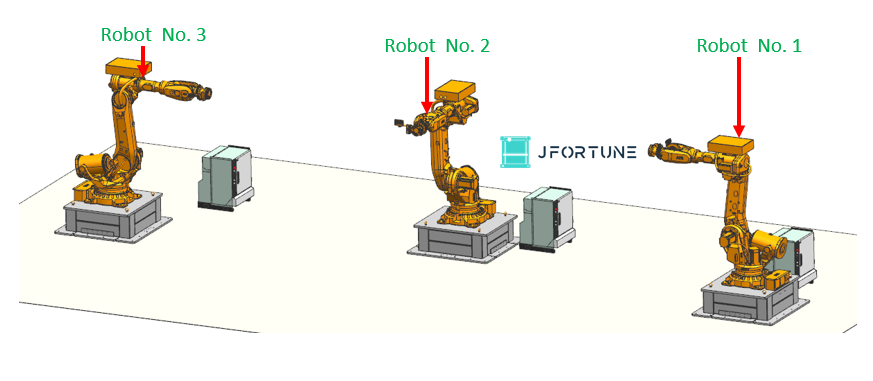
6. 로봇 로딩 및 언로딩
1번 로봇 : ① + ② 팔레트를 적재하여 1번 진동 용접기로 보냅니다. (플라스틱 고정 장치 세트 장착)
로봇 2번: 1번 기계에서 용접이 완료된 팔레트 ① + ②를 내려 도킹 턴테이블에 넣습니다.
팔레트 ① + ②를 도킹 턴테이블에 고정하고 2번 기계로 보냅니다. (플라스틱 고정 장치 세트가 장착되어 있으며, A면과 B면 팔레트는 동일한 고정 장치를 사용합니다).
로봇 3번: ③번 팔레트를 고정하여 2번 기계로 보내고 용접된 팔레트를 용접된 팔레트 투입부에 놓습니다. (플라스틱 고정 장치 세트 장착)
7. 자동 용접 공정에 대한 설명
A. 팔레트를 ① + ②번 수동 공급 영역에 수동으로 넣습니다(수동 버튼으로 확인 + 센서 감지로 확인).
1번 로봇이 ① + ② 팔레트를 공급 영역에서 멀리 고정합니다.
1번 로봇이 ①+② 팔레트를 1번 진동기 하부 용접 툴에 넣으면 로봇이 장비 밖으로 이동하고 1번 기계의 전면 방음 도어가 닫히면서 제품이 용접을 시작합니다.